





Tolerance plastových výlisků
| Uživatel | Příspěvek |
Jan Vaník   Poslat zprávu | Profil |
Datum:
8.6. 2017
| Zobrazeno:
11765x Konfigurace CATIA: V5R19, MD2 Text dotazu: |
Milan Frýba  Poslat zprávu | Profil |
[#6223]
| Publikováno:
08.06. 2017 - 15:44 Zdravím,
Dělám v automotive plastových dílů (i když podstatně měnších - palubní přístroje) a běžně používáme toleranční skupiny podnikových norem, které vycházejí z DIN 16 901 a DIN 406-12... Jestli vám to nějak pomůže. |
|
Lark3 Poslat zprávu | Profil |
[#6224]
| Publikováno:
08.06. 2017 - 15:48 Dobrý den.
Nic ve zlém, ale řek bych, že "brečíte na špatném hrobě". Dělal jsem spoustu let v nářaďovně Škoda a podobné nesmysly jsme řešili každou chvíli. Je to ale potřeba řešit s konstruktéry a technology, a někdy bývá dost těžké je o nesmyslnosti přesvědčit, ale to je spíš o lidech. Držím vám palce. |
|
Jan Vaník Poslat zprávu | Profil |
[#6225]
| Publikováno:
08.06. 2017 - 18:00 Bohužel náš zákazník je trochu arogantní, na veškeré dotazy odpovídá, že vše potřebné je v datech. My nejsme výrobce formy, ta se nechala udělat externě. Výrobce formy žádnou připomínku k datům výlisku nevznesl. Výlisky dodal o několik mm menší. Pak se přišlo na to, že konstruktér formy zapoměl na smrštění výlisku. Na to, že forma stojí skoro 5 milionu Kč docela blbá chyba. Tak jí teď předělávají.
Nejsou ty nevyrobitelné tolerance cesta ke snižování ceny výlisku? Zákazník holt ty "zmetky" bude odebírat, ale bude chtít snížit cenu? |
|
Lark3 Poslat zprávu | Profil |
[#6226]
| Publikováno:
08.06. 2017 - 20:58 Zapomenout na tepelné smrštění je ale docela zásadní chyba a s tou tolerancí nemá nic společného. S hodnotou smrštění se samozřejmě počítat musí a dělali jsme to i u polystyrenových modelů pro odlitky raznic. Pro každý materiál (litina, ocelolitina, ocel) bylo smrštění definované normou a zkušenostmi. U vstřikovací formy je to asi hóódně drahý průšvih. |
|
tom Poslat zprávu | Profil |
[#6227]
| Publikováno:
09.06. 2017 - 08:43 Nemám zkušenosti z formami ale v Automotiv se pohybuji již dlouho a řeknu vám že nesmyslné tolerance jsou na hodně výkresech. Někdy to je chyba jednotlivce, což se stane, ale často je to standart, hlavně když vidíte na X tém výkresu stejně stupidní toleranci tak si o tom myslíte svoje.
O snižování ceny to není protože můžete argumentovat že byl dodán špatný výkres s tím že technologicky není možná proveditelnost dle tolerance.( tam záleží na postavení smlouvy) U formy za takový balík udělat takovou chybu je blbé ale stát se může. Proto je dobré dělat vždy výstupní kontrolu před předáním do výroby, klidně i dvojitou. |
|
Jan Vaník Poslat zprávu | Profil |
[#6228]
| Publikováno:
09.06. 2017 - 08:44 Formu jsme zadali do německé obří nástrojárny. Mysleli jsme, že bude kvalitnější, než nějaká čínská nástrojárna. Už jen to, že nám nabídli malou cenu nás mělo varovat. Odmítli pak přijmout objednávku, vyjednala se realističtější cena. No a oni zapomenou na smrštění. Na úplnej základ. Kterej samozřejmě má s tolerancemi výlisku úplně všechno společnýho.
Mám dojem, že němci mají stejné problémy jako my. Odchod staré generace, co uměla, do důchodu a nástup nové generece se nekoná. Nejspíš si taky nechali zkazit školství od nějakejch sluníčkářů. A inženýrů z Afriky bude jako šafránu. |
Ing Jan Cinert  Poslat zprávu | Profil |
[#6230]
| Publikováno:
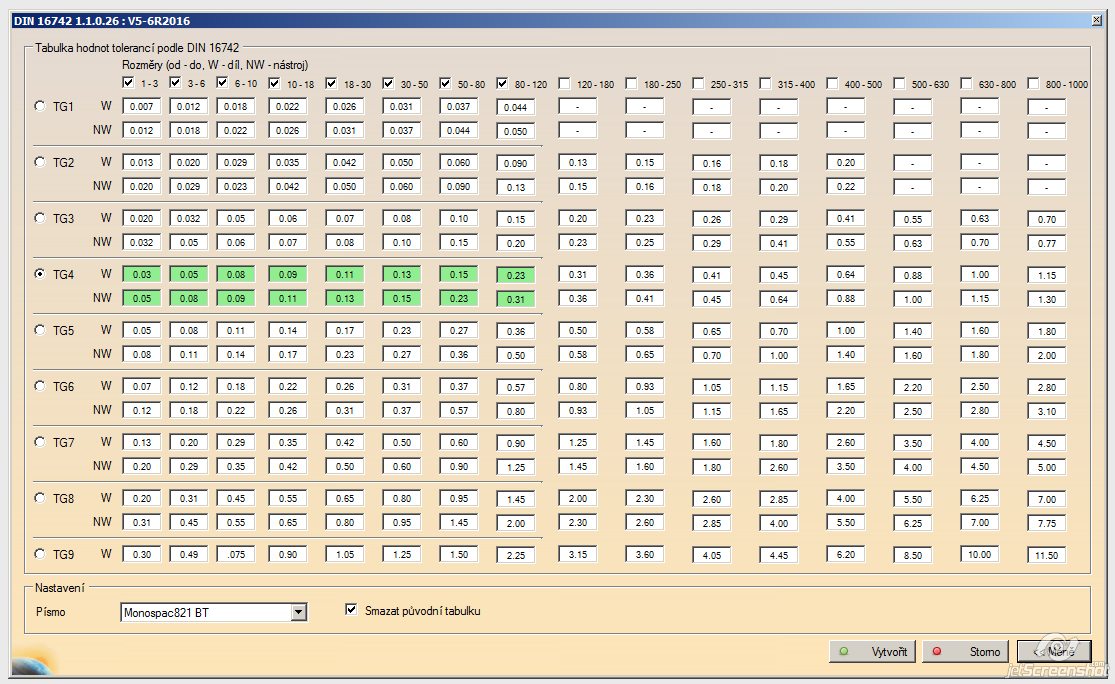
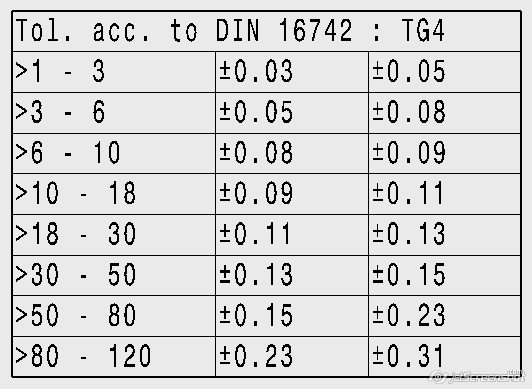
09.06. 2017 - 08:56 Dobrý den,
u nás se plastové díly tolerují podle DIN 16 742. Máme na to i makro, které dokáže vykreslit tabulku s potřebnými hodnotami tolerancí do výkresu (když se rozsah nevejde do připravených políček v razítku). Problém dneska není jen u tolerancí, ale i u kót jako takových. Viděl jsem zakótované výkresu vytvořené z modelů před tím, než si je nástrojárna upravila, aby šly vyrobit (přidali úkosy atd). Ve výsledku pak měrové oddělení porovnává díl, který neodpovídá 3D datům - to je naprosto k smíchu. A některé kóty nejen že mají naprosto šílené tolerance, ale ani se pak nedají pořádně změřit na dílu (nebo za cenu rozřezání dílu nebo s použitím CT skeneru). Přiložené obrázky: |
|
Jan Vaník Poslat zprávu | Profil |
[#6232]
| Publikováno:
09.06. 2017 - 09:32 Určitě se dají dosáhnout menší tolerance, než dle DIN 16 742. Ale předpokládá to špičkové vybavení a lidi. A to něco stojí.
Třeba klimatizovaná místnost pro lis, to už je pořádný ranec peněz ročně. Optimalizace tvaru dutiny podle moldflow desítky tisíc. Balení výlisků s absorbérem vlhkosti, aby rozměr vydržel, než se dostane ke kontrole zákazníka atd. Ale nikdy se nemůže podařit lisovat výlisek s rozměrem 1000 +-0,05. Nebo může, ale s 99% zmetkovitostí. Taky jak to změřit. Dnešní 3D měřáky mají přesnost v celém pracovním prostoru v mikrometrech, ale když si stejný díl necháte přeměřit u několika pracovišť, zjistíte, že se výsledky liší v desetinach mm na metr. Prostě záleží na obsluze měřáku. Hlavně že měrový protokoly jsou na pět desetiných míst. |
|
Ing Jan Cinert Poslat zprávu | Profil |
[#6233]
| Publikováno:
09.06. 2017 - 10:38 Zelenou pro PPAP dává vždycky živá osoba, ne papír s protokolem :-) |
Uživatel nepřihlášen
Pro zobrazení obsahu stránky / provedení akce (vytvoření nového téma, napsání odpovědi do diskuse apod.) musíte být přihlášeni.

